Open Nav
China's Electronics Manufacturing industry has matured into the world's most capable and cost-effective production ecosystem, with thousands of Smt Assembly facilities serving global brands from consumer electronics to aerospace components. At the heart of efficient SMT production lies a critical pre-assembly decision: how individual printed circuit boards will be organized, held together, and eventually separated during manufacturing. This process, known as panelization, directly influences production throughput, assembly yield, manufacturing cost, and ultimately the reliability of finished products. For engineers and procurement professionals sourcing from Chinese manufacturers, understanding panelization methods and their implications has become an essential competency.
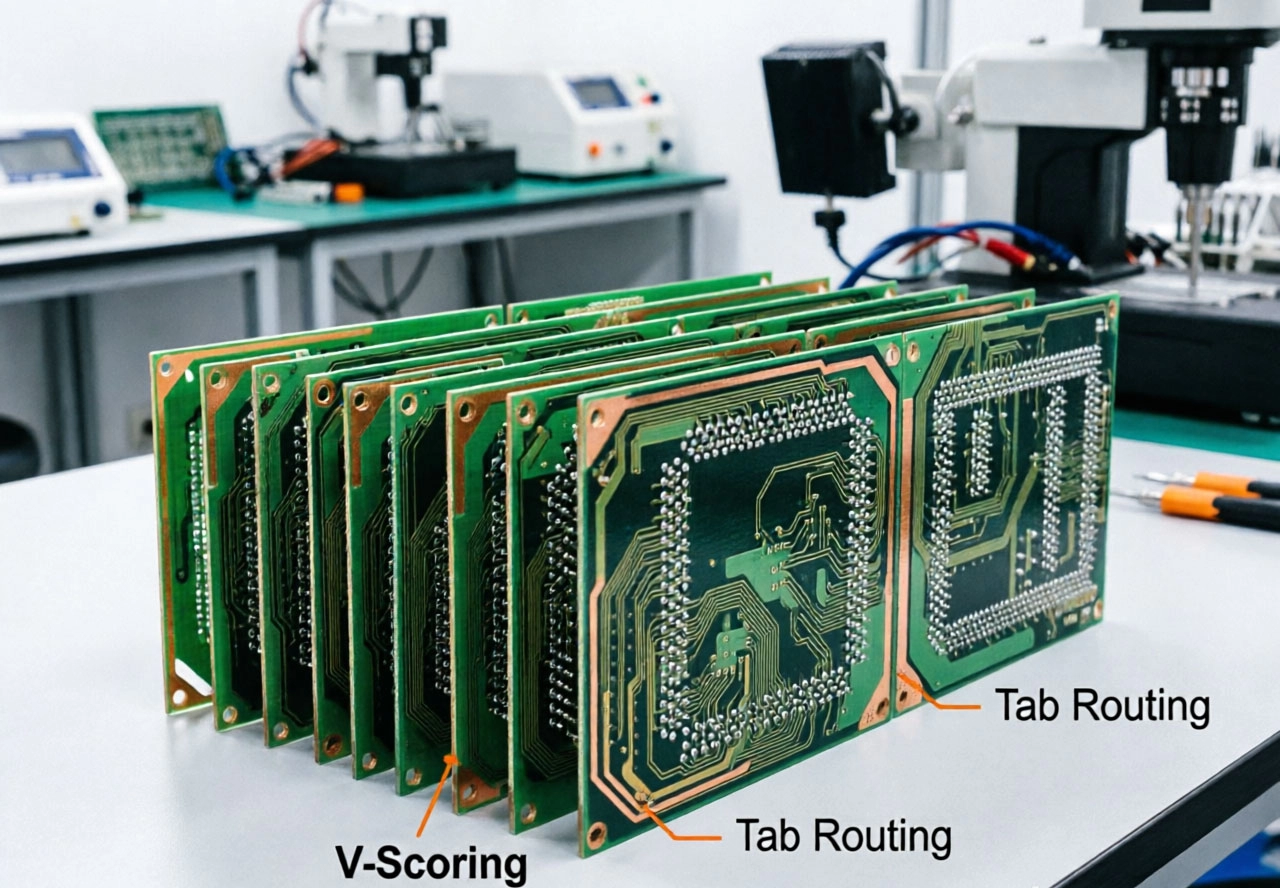
The two dominant panelization approaches used in Chinese Smt Assembly facilities are V-scoring and tab routing, sometimes called mouse-bite routing. Each method presents distinct advantages, limitations, and design requirements that make one or the other more suitable depending on specific application characteristics. Making the wrong panelization choice can result in cracked boards during depaneling, damaged components, excessive stress on solder joints, or unnecessary manufacturing costs. This comprehensive guide examines both approaches in detail, providing the knowledge needed to make informed decisions for SMT assembly projects sourced from China.
Pcb Panelization refers to the practice of combining multiple identical or different circuit boards into a single panel for manufacturing efficiency. Individual boards, or panels, are arranged in arrays with precise spacing, routing features, and tooling holes that enable automated handling, assembly, and testing throughout the production process. Without panelization, each individual PCB would require separate handling, loading, and processing through SMT equipment, dramatically reducing throughput and increasing per-unit costs to prohibitive levels for high-volume production.
The panelization process serves multiple purposes beyond simple manufacturing efficiency. Panels provide structural support for small boards that would otherwise be too fragile for automated handling. Uniform panel dimensions enable consistent processing through reflow ovens, Aoi machines, and testing equipment. Panel designs incorporating test coupons allow quality verification without consuming production boards. For companies sourcing from Chinese manufacturers, standardized panel formats also simplify logistics, reduce shipping costs, and enable better production planning.
SMT assembly equipment including pick-and-place machines, stencil printers, and reflow ovens operates most efficiently with panels of consistent dimensions and standardized formats. Panelization enables manufacturers to optimize their production lines for specific panel sizes, achieving maximum throughput while maintaining quality. Individual boards that are too small, too thin, or too irregularly shaped cannot be processed efficiently without panelization, making this technique essential for miniaturized products including wearable devices, IoT sensors, and compact consumer electronics.
Chinese SMT facilities have invested heavily in panelization capabilities, developing specialized equipment and processes optimized for the most common panel formats. Understanding these capabilities and designing panels that align with manufacturer strengths enables access to the most competitive pricing and fastest turnaround times. Most Chinese manufacturers have established preferred panel sizes based on their equipment configurations, and designing to these standards typically results in lower costs and fewer production issues.
V-scoring represents the most widely used panelization method for SMT assembly, particularly for boards with simple, rectangular geometries. The process involves cutting V-shaped grooves along both sides of the panel, leaving a thin uncut web of material that holds individual boards together during assembly processing. These V-shaped cuts are precision machined using carbide tooling that removes approximately one-third to one-half of the board thickness from each side, creating a weakened plane along which boards can be easily separated after assembly completion.
The V-scoring process in Chinese manufacturing facilities employs computer-controlled cutting machines that achieve exceptional precision and consistency. Modern V-scoring equipment can maintain cut position accuracy within ±0.05mm and produce uniform groove geometry across panels with hundreds of individual boards. This precision ensures predictable depaneling behavior and consistent quality across production quantities ranging from prototype batches to millions of units.
V-scoring offers compelling advantages that explain its dominance in high-volume SMT production. The straight-line separation method enables rapid depaneling using automated equipment including V-cut routers, punch tools, or simple manual breaking along scored lines. This speed translates directly to lower labor costs and higher throughput, making V-scoring particularly attractive for cost-sensitive high-volume production where every second of processing time affects margins.
The smooth, clean edge produced by V-scoring provides excellent finished board quality with minimal burring or damage to copper traces near board edges. Unlike other separation methods that may create stress concentrations or surface damage, properly executed V-scoring produces edges that meet or exceed the quality of individually manufactured boards. This edge quality is particularly important for boards with components mounted near edges or traces that extend to board perimeters.
V-scored panels offer excellent compatibility with automated handling and testing equipment throughout the SMT process. The unbroken panel edges provide continuous reference surfaces for transport mechanisms, while the scored separation lines are clearly visible for alignment and quality inspection. Chinese manufacturers have optimized their entire production workflows around V-scored panel formats, making this the lowest-cost option in most scenarios.
V-scoring imposes specific design constraints that limit its applicability for certain board geometries. The most significant limitation is the requirement for straight-line separation between boards. Curved separation paths, irregular board shapes, or complex panel configurations with non-rectangular individual boards cannot be accommodated by standard V-scoring. For such designs, tab routing or other separation methods become necessary.
Board thickness requirements restrict V-scoring to substrates typically 0.8mm or thicker. Very thin boards below this threshold may not have sufficient remaining material to maintain panel integrity during assembly processing, risking premature separation or panel breakage during handling. Conversely, very thick boards may require specialized deep-V tooling that not all manufacturers have readily available. Most Chinese facilities standard V-scoring capabilities accommodate thicknesses from 0.8mm to 3.2mm.
Component clearance requirements near V-score lines must be carefully managed to prevent damage during depaneling. Vibrations and forces transmitted through the panel during separation can crack components positioned too close to scored lines. Design guidelines typically specify minimum clearance distances from V-score grooves to the nearest component body, with typical minimums ranging from 3mm to 5mm depending on component height and board thickness.
Tab routing, commonly referred to as mouse-bite routing in Western terminology, connects individual boards within a panel using small perforated tabs rather than continuous scored lines. These tabs, typically 0.5mm to 1.5mm wide, are strategically positioned around board perimeters to maintain panel integrity during assembly processing while enabling easy separation after completion. The perforated tab design creates stress concentration points that facilitate clean separation when boards are broken from panels or routed free using small cutting tools.
The tab routing process employs CNC routers with small diameter cutting tools, typically 2mm to 3mm in diameter, to create the tab structures around individual board perimeters. This routing approach provides maximum flexibility in panel layout, accommodating irregular board shapes, mixed board sizes within a single panel, and complex separation geometries that V-scoring cannot achieve. Chinese manufacturers with advanced routing capabilities can produce intricate tab-routed panels with exceptional precision and consistency.
Tab routing's primary advantage lies in its unlimited design flexibility. Unlike V-scoring's straight-line constraint, tab routing can accommodate virtually any board shape including circular, L-shaped, irregular polygonal, and complex curved geometries. This flexibility proves essential for applications including wearable devices with contoured shapes, Automotive Electronics with non-rectangular form factors, and specialized industrial equipment with unique enclosure requirements.
The tab design enables panelization of boards too thin for V-scoring, with minimum practical board thickness limited primarily by routing tool diameter rather than scoring constraints. Boards as thin as 0.4mm can be successfully tab-routed and processed through SMT assembly, making this approach the only practical panelization option for ultra-thin applications including flexible circuits, mobile device subassemblies, and compact sensor modules.
Tab-routed panels offer superior resistance to premature separation during handling and processing. The discrete tab connections distribute stress more evenly across the panel compared to continuous scored lines, reducing the risk of accidental board separation during reflow processing or automated handling. This robustness is particularly valuable for panels with heavy components that may impose uneven stresses during transport or processing.
Tab routing's primary drawback is increased manufacturing cost compared to V-scoring. The routing process requires more machine time, generates more waste material, and demands more precise tooling compared to simple V-groove cutting. This cost premium typically ranges from 20% to 50% higher than equivalent V-scored panels, depending on panel complexity, board thickness, and production volume. For high-volume production where unit costs dominate economics, this premium can significantly impact overall project profitability.
The separation process for tab-routed panels is more complex and labor-intensive than V-scored depaneling. Manual breaking along tab connections requires careful technique to avoid cracking boards or damaging components, while routing-free separation using small cutting tools adds processing time and may leave rough tab remnants requiring finishing. Automated depaneling equipment for tab-routed panels is more specialized and expensive than V-cut routers, limiting its availability among smaller Chinese manufacturers.
Tab placement and sizing require careful engineering to balance panel integrity against separation ease. Tabs that are too large or too numerous create separation difficulties, while tabs that are too small or too few risk panel breakage during processing. Design optimization typically requires iteration between routing parameters and assembly process requirements to achieve acceptable results for challenging panel configurations.
Systematic comparison of V-scoring and tab routing across multiple dimensions illuminates the trade-offs that should guide panelization selection for specific applications.
V-scoring consistently delivers lower manufacturing costs due to faster processing, reduced tooling requirements, and higher production throughput. Chinese manufacturers typically quote V-scored panel pricing 20-40% below equivalent tab-routed configurations, with the differential increasing for high-volume production runs where processing speed advantages compound. For projects where panelization cost represents a significant portion of total manufacturing expense, V-scoring often provides the most attractive economics.
Tab routing costs vary substantially based on panel complexity, board thickness, and routing parameters. Simple rectangular tab-routed panels may incur only modest premiums over V-scored equivalents, while intricate panels with irregular shapes, mixed board configurations, or specialized routing requirements can command substantial cost differentials. Obtaining detailed quotes for both panelization approaches enables accurate cost comparison for specific designs.
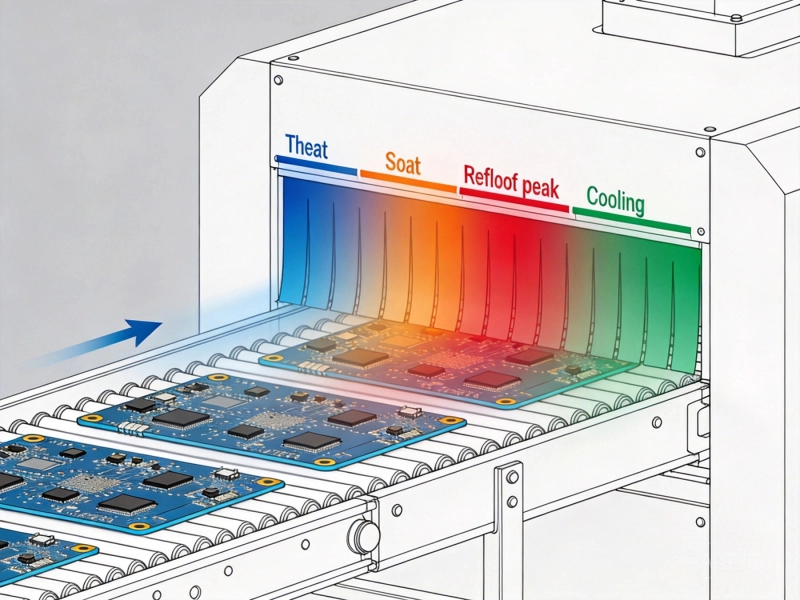
Both panelization methods are fully compatible with standard SMT assembly processes when properly designed. Reflow Soldering, Aoi Inspection, ICT testing, and functional testing proceed identically regardless of whether V-scoring or tab routing connects individual boards. The key compatibility consideration is component placement relative to separation features—design rules for both approaches must maintain adequate clearance to prevent component damage during depaneling.
V-scored panels offer slight advantages in reflow processing due to more uniform heat transfer and consistent thermal mass across panel surfaces. The continuous scored edges create predictable thermal pathways that simplify profile optimization. Tab-routed panels may exhibit slightly more variation in thermal behavior due to tab geometry variations, though experienced manufacturers compensate through profile adjustments that equalize results.
V-scoring produces cleaner, more consistent separation edges than tab routing when executed properly. The precision-machined V-groove creates a defined separation plane with minimal burring or surface damage. Properly V-scored boards exhibit edges comparable to individually manufactured PCBs, making this approach preferable for applications with stringent cosmetic requirements or boards where edge quality affects functionality.
Tab routing separation quality depends heavily on technique and equipment quality. Manual breaking, while fast and inexpensive, may produce inconsistent results with some tabs breaking cleanly while others create small fragments or cracks. Machine-assisted separation or routing-free techniques produce more consistent quality but increase processing time and cost. Understanding the manufacturer's depaneling capabilities and quality control procedures helps ensure acceptable results.
Successful panelization for Chinese manufacturing requires attention to manufacturer-specific capabilities, industry-standard design practices, and quality requirements that ensure smooth production without costly iterations or yield losses.
V-score positioning within the panel must maintain minimum clearances from panel edges, tooling holes, and fiducial marks that enable proper panel handling and registration. Most Chinese manufacturers specify minimum margins of 3mm to 5mm from panel edges to V-score lines, with tighter margins potentially requiring special tooling or manual processing. Score lines should not intersect tooling holes, fiducial marks, or test coupons to ensure these features remain intact and functional throughout processing.
Component clearance from V-score lines requires careful attention during layout. Components positioned too close to scored lines risk damage from depaneling stresses including cracked packages, lifted pads, or fractured solder joints. Design guidelines typically specify minimum clearances ranging from 3mm for small chip components to 5mm or more for taller packages including connectors and electrolytic capacitors. Some manufacturers provide detailed clearance tables based on component height and board thickness.
V-score depth specifications control how much material is removed during grooving, with deeper scores providing easier separation but potentially compromising panel rigidity during processing. Most manufacturers specify score depths removing 1/3 to 1/2 of board thickness from each side, leaving a central web that maintains panel integrity while enabling clean separation. Deviations from standard depths require manufacturer consultation and may affect pricing or lead time.
Tab width and spacing must balance mechanical integrity against separation ease, with typical specifications ranging from 0.5mm to 1.5mm per tab depending on board thickness and material. Thicker boards and higher-density materials typically require larger tabs to maintain panel integrity, while thinner boards can use smaller tabs. Tab spacing around board perimeters should be relatively uniform to ensure predictable separation behavior without localized stress concentrations.
Tab routing should avoid positioning tabs at board corners where stress concentrations during separation can cause cracking. Diagonal or intermediate tab placements at corners typically perform better than tabs positioned precisely at corners. For boards with high component density near edges, routing tabs to connect through intermediate sections rather than directly across corners can reduce stress transmission to vulnerable components.
Routing tool diameter determines minimum feature sizes achievable in tab-routed panels, including minimum tab widths, spacing between routed features, and radius capabilities for curved separation paths. Most Chinese manufacturers use 2mm routing tools as standard, enabling tab widths as narrow as 0.5mm. Finer features may require smaller tools with associated cost and lead-time implications.
The optimal panelization approach depends on specific application requirements, production volume, and manufacturing constraints that vary across product categories and market segments.
High-volume consumer electronics production overwhelmingly favors V-scoring due to its cost advantages and compatibility with automated depaneling. Smartphones, tablets, wearable devices, and IoT products typically employ rectangular or minimally modified board shapes that V-scoring accommodates efficiently. The billions of units produced annually for these markets drive extreme optimization of V-scored panel configurations, resulting in highly efficient manufacturing with minimal per-unit costs.
Consumer electronics panelization often incorporates sophisticated design features including test coupons, process control strips, and serialized tracking barcodes within panel formats. These additional features enable production monitoring, yield tracking, and quality documentation that support the traceability requirements increasingly demanded by major brands and regulatory agencies.
Industrial and Automotive Electronics frequently require tab routing due to non-rectangular board shapes, thicker substrates for enhanced robustness, and specific mounting requirements that preclude simple rectangular configurations. These markets prioritize reliability over cost, making tab routing's flexibility and separation quality advantages more valuable than V-scoring's cost benefits. Automotive electronics in particular require panelization designs that minimize stress on components during separation to ensure long-term reliability under demanding environmental conditions.
The longer product lifecycles typical of industrial and automotive applications also favor the design flexibility of tab routing, as products may undergo multiple manufacturing transitions or requalifications where board shape modifications are necessary. Tab routing accommodates such changes more easily than V-scoring, which may require entirely new tooling for significantly modified geometries.
Medical electronics panelization must balance manufacturing efficiency against stringent quality and traceability requirements. V-scoring remains common for high-volume disposable medical devices where cost drives design decisions, while more complex medical equipment often employs tab routing to accommodate unique board shapes and achieve the edge quality necessary for devices with stringent visual inspection requirements.
Medical device panelization frequently incorporates enhanced documentation and traceability features that exceed standard consumer electronics requirements. Serialized panel IDs, detailed process logs, and specialized test coupons support regulatory compliance and enable comprehensive investigation of any field failures. Manufacturers with medical device experience typically have established panelization approaches optimized for these requirements.
Sourcing panelized PCBs from Chinese manufacturers requires communication practices, documentation standards, and relationship management approaches that differ somewhat from domestic sourcing. Understanding these differences enables more effective collaboration and reduces the risk of costly miscommunications or quality issues.
Panelization requirements should be documented clearly in manufacturing specifications that accompany design files. These specifications should include panel dimensions, individual board arrangements, V-score or tab routing parameters, tooling hole locations, fiducial mark specifications, and any special requirements for depaneling or finished board quality. Ambiguous or incomplete specifications invite manufacturing interpretations that may not align with designer intent.
Gerber file packages should include dedicated panelization drawings or documentation layers that explicitly define panel layout, separation lines, and critical dimensions. While most Chinese manufacturers prefer to optimize panelization based on their capabilities, providing clear design intent enables more accurate quoting and reduces the risk of misaligned expectations. Requesting manufacturer confirmation of panelization approach before production commitment ensures alignment.
Panelization designs should be validated through sample production before committing to full-volume manufacturing, particularly for new manufacturers or designs with challenging features. Sample runs verify that the panelization approach selected functions correctly through all assembly processes, depaneling produces acceptable finished board quality, and components are not damaged during separation. Identifying issues during sample validation costs far less than discovering problems during volume production.
Chinese manufacturers vary significantly in their sample production capabilities and minimum order requirements. Some offer rapid prototype quantities at reasonable cost, while others primarily serve volume production with limited sampling options. Understanding manufacturer capabilities and planning validation activities accordingly prevents delays and ensures adequate time for design iterations if sample validation reveals issues.
Quality requirements and acceptance criteria for panelized boards should be explicitly communicated and documented in manufacturing agreements. Key quality parameters include maximum acceptable burring or edge damage following depaneling, minimum acceptable tab remnant heights for tab-routed boards, dimensional tolerances for panel and individual board features, and any cosmetic requirements for finished boards. Without explicit quality specifications, manufacturers may apply default standards that differ from designer expectations.
Regular communication throughout production runs helps identify emerging quality trends before they result in large quantities of nonconforming product. Chinese manufacturers experienced with international customers typically have established communication protocols and quality reporting practices. Establishing clear communication channels and response procedures before production begins ensures that issues receive appropriate attention without disrupting manufacturing schedules.
Beyond standard V-scoring and tab routing, advanced panelization approaches offer capabilities suited to specialized requirements that neither simple method addresses optimally.
Jump V-scoring combines V-scoring with selective tab routing to accommodate panel configurations that require some non-linear separation while maintaining V-scoring efficiency for the majority of separation lines. This hybrid approach can significantly reduce manufacturing costs compared to pure tab routing while enabling panel layouts that pure V-scoring cannot achieve. Jump V-scoring requires careful design and may incur setup charges for the combined tooling requirements.
Step-relief V-scoring employs varying score depths within a single panel to create preferential separation paths that control how boards separate under stress. This technique reduces component stress near depaneling lines by creating deeper scores that initiate separation in controlled locations, directing stress away from vulnerable components. Back-routing, where routing cuts extend partially through panels from the non-component side, provides similar stress control benefits for particularly sensitive designs.
Panelization selection for SMT assembly sourced from Chinese manufacturers requires balancing multiple factors including cost, manufacturing compatibility, design flexibility, and quality requirements. V-scoring provides the lowest cost and fastest processing for boards with straight-line separation requirements, making it the default choice for high-volume production of rectangular or minimally modified board shapes. Tab routing offers the flexibility necessary for complex geometries, thin boards, and designs requiring superior separation quality, typically at a cost premium that is justified when design requirements demand its capabilities.
The most successful panelization strategies begin with clear understanding of product requirements, manufacturing constraints, and volume projections before selecting a panelization approach. Early engagement with Chinese manufacturing partners enables access to their expertise in panel optimization while ensuring designs align with their capabilities and quality standards. Investing appropriate effort in panelization design pays dividends throughout production in reduced costs, higher yields, and smoother manufacturing relationships.
As Chinese Electronics Manufacturing continues advancing in capability and sophistication, panelization options will continue expanding to meet increasingly demanding requirements. Staying current with manufacturer capabilities, industry best practices, and emerging panelization techniques enables design optimization that keeps pace with advancing technology. The goal is always to achieve the optimal balance between manufacturing efficiency, product quality, and total cost that serves specific application requirements most effectively.
V-scoring cuts V-shaped grooves along straight lines between boards, leaving a thin web of material that holds panels together during assembly. Tab routing connects boards using small perforated tabs routed around board perimeters. V-scoring is faster and less expensive but limited to straight-line separations, while tab routing accommodates complex shapes but costs more and requires more complex depaneling.
V-scoring is typically 20-40% less expensive than tab routing due to faster processing, lower tooling costs, and higher manufacturing throughput. This cost advantage makes V-scoring the preferred choice for high-volume production of rectangular boards where design constraints allow its use.
V-scoring is generally limited to boards 0.8mm thick or more to maintain adequate structural integrity through the assembly process. Boards thinner than this threshold typically require tab routing, which can accommodate boards as thin as 0.4mm through careful tab design and routing parameter optimization.
Minimum component clearance from V-score lines typically ranges from 3mm to 5mm depending on component height, board thickness, and manufacturer capabilities. Taller components require greater clearances to prevent stress damage during depaneling. Consult your manufacturer for specific clearance requirements based on your design parameters.
Choose V-scoring if your boards are rectangular, thicker than 0.8mm, and produced in high volumes where cost optimization is critical. Choose tab routing if your boards have irregular shapes, are thinner than 0.8mm, require complex panel configurations with mixed board sizes, or demand superior separation edge quality. For borderline cases, consult with your manufacturer to determine which approach delivers the best balance of cost, quality, and producibility.
PCB Design Best Practices for High-Quality SMT Assembly in ChinaMay/29/2026

PCB Design Best Practices for High-Quality SMT Assembly in ChinaJune/05/2026
How to Design the Perfect Land Pattern for SMT Components in Chinese FactoriesJune/18/2026
Customizing SMT PCB Assembly China Applications for High-Density Interconnect (HDI) BoardsJune/22/2026
Top Applications of SMT PCB Assembly in China From Automotive to IoTMay/29/2026
Understanding Reflow Soldering Profiles Used in SMT PCB Assembly ChinaJune/30/2026
Essential DFM Guidelines for SMT PCB Assembly in ChinaMay/29/2026
How to Get Quick-turn SMT PCB Assembly in Just 24 Hours from ChinaMay/29/2026