Ball Grid Array (BGA) components have become essential in modern electronics, but they also bring significant assembly challenges. When our client - a leading telecommunications equipment manufacturer - approached us with a complex PCB assembly project involving multiple high-density BGA components, we knew we'd be tackling some tough technical challenges. What we didn't expect was the journey from 76% first-pass yield to achieving reliable 99.2% yield through systematic problem-solving and process optimization.
This case study details how we identified and resolved Bga Assembly problems that threatened a critical product launch. We'll walk through the initial challenges, the diagnostic process, the solutions we implemented, and the results achieved. Whether you're facing similar BGA issues or just want to understand what's possible with experienced Chinese assembly partners, this real-world example provides practical insights into overcoming Bga Assembly challenges.
The client's product was a high-frequency router board used in telecommunications infrastructure. The board required multiple complex BGA components:
Key board specifications:
Quality requirements:
The complexity came from combining high-density BGAs with high-frequency requirements. The board needed BGA components for the processor and RF front-end, but these same components were also the biggest source of assembly risk.
The initial production run revealed significant BGA assembly problems:
Initial yield issues:
The client couldn't launch a product with 24% failure rate. We needed to identify root causes and implement solutions quickly to meet the production deadline.
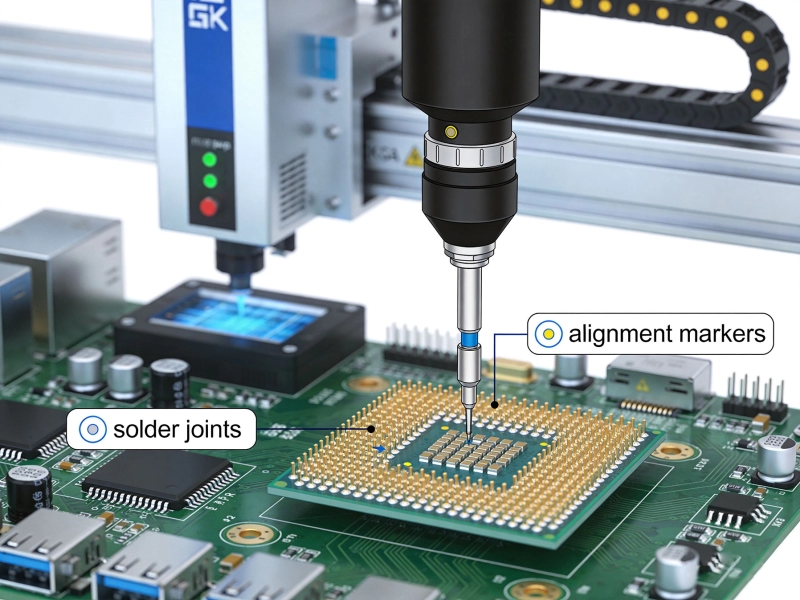
Our first step was comprehensive X-ray inspection of failed and passing boards. X-ray imaging reveals internal BGA solder joint quality that visual inspection cannot see.
X-ray findings:
Pattern recognition:
X-ray analysis revealed that most problems related to solder paste application and reflow process rather than component placement accuracy. This narrowed our focus to paste printing and thermal profile issues.
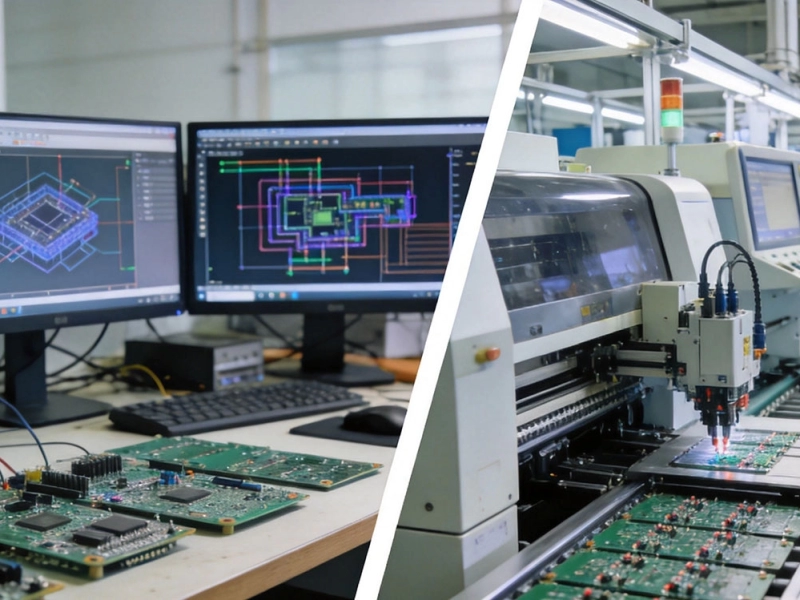
We analyzed solder paste deposition using automated solder paste inspection (SPI) to understand paste-related problems.
SPI findings:
Root cause identification:
Solder paste problems were a major contributor to BGA defects. Poor paste deposition directly caused insufficient solder and bridging problems we saw in X-ray inspection.
We measured actual thermal profiles during reflow and compared them to target profiles:
Thermal profile issues:
Component-specific concerns:
Thermal profile problems contributed to both soldering defects and thermal stress cracking. Excessive temperature variations caused uneven solder flow and created mechanical stress during cooling.
We redesigned the solder paste stencil to address paste deposition problems:
Stencil redesign:
Results:
Stencil optimization directly addressed the paste deposition problems that were causing most BGA defects. Better paste control led to more consistent solder joint formation.
We developed optimized thermal profiles through iterative testing:
Profile optimization process:
Optimized profile characteristics:
Results:
Thermal profile optimization addressed both soldering quality and thermal stress issues. Better thermal control eliminated the cracking problems that had been a significant failure mode.
We implemented tighter process controls to maintain consistent quality:
Process control measures:
Quality metrics tracking:
Process control improvements ensured consistent quality production. Rather than fixing problems reactively, we implemented systems that prevented problems from occurring.
After implementing solutions, we ran a validation production batch:
Validation batch results:
Reliability validation:
The validation results confirmed that our solutions addressed the root causes of BGA assembly problems. The yield improvement from 76% to 99.2% was significant, and reliability testing confirmed that quality improvements translated into real-world reliability.
We analyzed the cost impact of our improvements:
Cost improvements:
ROI calculation:
The quality improvements delivered significant cost savings through reduced rework, less scrap, and more efficient testing. The investment in process optimization quickly paid for itself and delivered ongoing savings.
This project highlighted fundamental BGA assembly challenges:
Core Bga Challenges:
These challenges mean BGA assembly can't be treated like other SMT components. It requires specialized attention, process control, and expertise to achieve reliable results.
The project demonstrated the critical importance of process control:
Process control lessons:
Process control isn't just about maintaining quality - it's about understanding what affects quality and systematically addressing those factors. Without process control, BGA assembly quality is unpredictable and unreliable.
Specialized BGA expertise proved essential:
Expertise contributions:
General Smt Assembly skills weren't sufficient for this project. BGA-specific expertise - in stencil design, thermal profiling, and defect analysis - was essential for success.
Based on this project, we established BGA-specific pre-production planning:
Pre-production checklist:
This systematic pre-production planning prevents many BGA assembly problems that would otherwise emerge during production.
We implemented ongoing quality monitoring for BGA assembly:
Monitoring systems:
Ongoing monitoring ensures that quality remains consistent and that any developing problems are caught early. Quality monitoring is preventive rather than reactive.
We established continuous improvement processes:
Continuous improvement activities:
Continuous improvement ensures that we don't just solve current problems but continuously improve our BGA assembly capabilities.
Long-term field data confirmed our solutions delivered lasting reliability:
Field reliability data:
The field reliability results confirmed that our assembly quality improvements delivered real-world reliability. Products assembled with optimized processes have performed reliably in actual field conditions.
The optimized processes successfully scaled to production volumes:
Production scaling results:
The processes we developed for the initial production batch successfully scaled to full production volumes without quality degradation. This demonstrated that our solutions were robust and suitable for long-term production.
We captured and shared knowledge from this project:
Knowledge capture:
Knowledge capture ensures that lessons learned benefit future projects. Our team is now better equipped to handle BGA assembly challenges based on experience from this project.
This case study demonstrates that even challenging BGA assembly problems can be systematically addressed through proper diagnosis, targeted solutions, and rigorous process control. The journey from 76% to 99.2% first-pass yield wasn't quick or easy, but it shows what's possible with the right approach.
The key insights from this project are that BGA assembly requires specialized attention and expertise. You can't treat BGA components like other SMT parts and expect good results. The processes, controls, and expertise for reliable BGA assembly are different and more demanding than for other components.
For electronics manufacturers facing BGA assembly challenges, this case study provides both hope and a roadmap. Hope in that systematic problem-solving can deliver dramatic quality improvements. A roadmap in terms of the approaches and methodologies that work. BGA assembly remains challenging, but with the right expertise, processes, and commitment to quality, reliable results are achievable.
Our client's product launched successfully and has performed reliably in the field. The quality improvements we achieved continue to deliver benefits in reduced rework, lower scrap, and more efficient production. The investment in solving BGA assembly challenges has paid dividends in both quality and cost.
BGA components will continue to be essential in modern electronics. The challenge isn't avoiding BGAs - it's learning how to assemble them reliably. This case study shows that with the right approach, even the most challenging BGA assembly projects can be successful.
Q: How long did it take to resolve the BGA assembly problems?
A>The complete solution development took about 3 weeks from initial problem identification through validation. This included 1 week for comprehensive diagnosis, 1 week for solution development, and 1 week for validation testing. Rapid resolution was possible because we had experienced BGA assembly experts and the right diagnostic equipment.
Q: What was the most challenging aspect of the project?
A>The most challenging aspect was identifying all the contributing factors. BGA defects had multiple root causes - paste deposition problems, thermal profile issues, and process control weaknesses all contributed. Systematically addressing each factor required patience and thorough analysis. The thermal profile optimization was particularly challenging due to the board's uneven thermal mass distribution.
Q: Could these solutions be applied to other BGA projects?
A>Absolutely. The approaches we used - stencil optimization, thermal profile development, and process control implementation - are applicable to most BGA assembly projects. The specific details vary by project, but the methodologies are broadly applicable. We've applied these approaches to other projects with similar success.
Q: What equipment was essential for solving the BGA problems?
A>X-ray inspection equipment was essential for diagnosing internal solder joint problems. Automated solder paste inspection (SPI) identified paste deposition issues. Thermal measurement equipment enabled precise thermal profile development. Without these specialized tools, diagnosing and solving BGA problems would have been much more difficult.
Q: Could these problems have been prevented with better upfront design?
A>Some problems could have been addressed with better upfront design collaboration. Earlier involvement from assembly experts in stencil design and thermal profile requirements might have prevented some issues. However, some problems only emerge during actual production and require process solutions rather than design changes. A combination of good upfront design and robust process control provides the best results.
Overcoming BGA Challenges in a Complex SMT PCB Assembly China ProjectJune/09/2026
How We Helped a US Startup Scale from Prototype to Mass SMT Assembly in ChinaJuly/07/2026
Automotive Electronics Success: High-Reliability SMT PCB Assembly China Case StudyJuly/17/2026
Thermal Management in PCB Design: Preventing Warpage in China's SMT AssemblyJuly/15/2026
Why IPC Class 3 Standards Matter for Industrial SMT PCB Assembly in ChinaJuly/08/2026
Top Applications of SMT PCB Assembly in China From Automotive to IoTMay/29/2026
Top 10 DFM Mistakes to Avoid Before Sending Files to China for SMT AssemblyJuly/14/2026
Essential DFM Guidelines for SMT PCB Assembly in ChinaJune/04/2026